礦用機(jī)械零件截齒的激光強(qiáng)化與修復(fù)
- 時(shí)間:2022-12-09作者:西安國(guó)盛激光科技有限公司瀏覽:131
西安國(guó)盛激光科技有限公司專注于激光熔覆設(shè)備,激光淬火設(shè)備,3D打印設(shè)備等
詞條
詞條說(shuō)明
**高速激光熔覆是一種基于激光熱源的表面制造技術(shù),其特殊的熔化形式不同于傳統(tǒng)的激光熔覆技術(shù)。 一方面**高速激光熔覆提高了激光能量密度,傳統(tǒng)激光熔覆光斑直徑約為2—4 mm,而**高速激光熔覆光斑直徑小于1 mm,在相同激光能量輸入條件下,小光斑區(qū)域的激光能量密度較高。傳統(tǒng)激光熔覆的激光能量密度約為70—150 W/cm2,而**高速激光熔覆的激光能量密度高達(dá)3 kW/cm2。 另一方面,在傳統(tǒng)的激光熔
激光淬火是使用高功率密度的激光對(duì)金屬工件表面進(jìn)行加熱,然后再迅速冷卻的過(guò)程。也稱為脈沖激光淬火,是一種新的技術(shù)。該技術(shù)是在20世紀(jì)60年代提出的,被稱為“激光表面強(qiáng)化”。利用脈沖激光器產(chǎn)生的高功率密度、高亮度脈沖輻射,在金屬工件表面照射激光脈沖。由于功率密度較高,激光脈沖能將金屬表面加熱到**該溫度(約1000度),并使其快速硬化。由于吸收了大量能量,因此金屬表層很快軟化。在冷卻過(guò)程中,工件表面
齒輪在機(jī)械制造工業(yè)中應(yīng)用廣泛的零件,為了提高齒輪的承載能力,需要對(duì)齒輪進(jìn)行表面硬化處理。然而傳統(tǒng)的齒輪淬火處理工藝,如滲碳、滲氮等表面化學(xué)處理、感應(yīng)表面淬火、火焰表面淬火等,主要存在兩個(gè)問(wèn)題:熱處理后變形大、難以獲得均勻的淬硬層。沿齒廓分布。從而影響齒輪的使用壽命。下面就介紹下齒輪激光淬火的工藝及其優(yōu)勢(shì)。 齒輪激光淬火工藝: 一、表面預(yù)處理涂層:為了提高金屬表面對(duì)激光的吸收率,在激光熱處理之前需
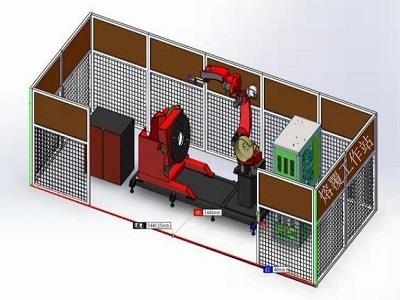
對(duì)于輥壓機(jī)軸磨損的傳統(tǒng)修復(fù)方法,常采用補(bǔ)焊、電刷鍍、噴涂等工藝進(jìn)行離線修復(fù)。較直接的影響就是停機(jī)時(shí)間長(zhǎng),整體成本高,勞動(dòng)強(qiáng)度大。激光增材修復(fù)方法實(shí)現(xiàn)了在線修復(fù)。該技術(shù)非常適用于輥壓機(jī)軸磨損的修復(fù)。*拆卸和加工即可修復(fù)。補(bǔ)焊無(wú)熱應(yīng)力,補(bǔ)焊厚度不受限制。同時(shí),該產(chǎn)品具有金屬材料所不具備的優(yōu)惠,可吸收設(shè)備的沖擊和振動(dòng),避免了再次磨損的可能性,并大大延長(zhǎng)了設(shè)備部件的使用壽命,為企業(yè)節(jié)省了大量的停機(jī)時(shí)間
聯(lián)系方式 聯(lián)系我時(shí),請(qǐng)告知來(lái)自八方資源網(wǎng)!
公司名: 西安國(guó)盛激光科技有限公司
聯(lián)系人: 段先生
電 話:
手 機(jī): 17392761868
微 信: 17392761868
地 址: 陜西西安長(zhǎng)安區(qū)西安市民用航天產(chǎn)業(yè)基地航天基地299號(hào)西安建工科技創(chuàng)業(yè)基地十號(hào)樓4層
郵 編:
網(wǎng) 址: xags2022.b2b168.com
相關(guān)推薦
鋁合金激光熔覆修復(fù)技術(shù)適用場(chǎng)景與典型應(yīng)用案例及行業(yè)發(fā)展趨勢(shì)
激光熔覆修復(fù)活套輥工藝流程及經(jīng)濟(jì)效益
激光熔覆技術(shù)在滑板修復(fù)中的典型應(yīng)用場(chǎng)景及注意事項(xiàng)

激光淬火加工成為推移桿表面強(qiáng)化的理想選擇

密封倉(cāng)激光3D打印技術(shù)在各行業(yè)的應(yīng)用
增壓泵活柱激光熔覆修復(fù)工藝流程詳解
不銹鋼螺栓激光熔覆修復(fù)加工技術(shù)深度剖析

鋼筒激光清洗除銹技術(shù)優(yōu)勢(shì)及應(yīng)用場(chǎng)景
相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過(guò)程,請(qǐng)自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請(qǐng)仔細(xì)核驗(yàn)對(duì)方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶的行為,均存在詐騙風(fēng)險(xiǎn),請(qǐng)?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 西安國(guó)盛激光科技有限公司
聯(lián)系人: 段先生
手 機(jī): 17392761868
電 話:
地 址: 陜西西安長(zhǎng)安區(qū)西安市民用航天產(chǎn)業(yè)基地航天基地299號(hào)西安建工科技創(chuàng)業(yè)基地十號(hào)樓4層
郵 編:
網(wǎng) 址: xags2022.b2b168.com
- 相關(guān)企業(yè)
- 邯鄲凱名貿(mào)易有限公司
- 深圳市金駿翔電子設(shè)備有限公司
- 諸城市凱俊機(jī)械有限公司
- 鄭州興邦電子股份有限公司
- 河北鑫友通源儀器設(shè)備有限公司
- 河南聚瀾智能科技有限公司
- 廣州英鵬光電科技有限公司
- 江蘇醫(yī)爾健康管理有限公司
- 武漢科美芯電氣有限公司
- 成都盛鑫聯(lián)科技有限公司
- 商家產(chǎn)品系列
- 木工機(jī)床
- 內(nèi)燃機(jī)
- 耐腐蝕泵
- 捻線機(jī)
- 農(nóng)機(jī)配件
- 農(nóng)業(yè)機(jī)械
- 排灌機(jī)械
- 排焊機(jī)
- 排屑器
- 盤式干燥機(jī)
- 拋丸清理機(jī)
- 配電輸電設(shè)備
- 噴涂型機(jī)器人
- 噴霧干燥機(jī)
- 碰焊機(jī)
- 皮帶輪
- 氣動(dòng)離合器
- 氣流干燥設(shè)備
- 氣腿
- 水平多關(guān)節(jié)機(jī)器人
- 飼料加工設(shè)備
- 塑焊機(jī)
- 鏜床
- 提花機(jī)
- 條碼設(shè)備
- 貼片機(jī)
- 通用型機(jī)器人
- 拖鏈
- 脫模劑
- 冷沖壓設(shè)備
- 產(chǎn)品推薦
- 資訊推薦











