梯形螺母加工如何選擇刀具
- 時間:2013-11-06作者:濟寧利興精密機械制造有限公司瀏覽:183
濟寧利興精密機械制造有限公司專注于直線導軌/滑塊,梯形絲杠/大型絲杠,花鍵軸/花鍵套等
詞條
詞條說明
光軸加工時粗、精磨削余量的確定 工件經粗加工、半精加工后需在磨削工序中切除的金屬層稱磨削余量,其大小為磨削前與磨削后的尺寸之差。磨削余量可分為粗磨余量、精磨余量及研磨余量等。 {1}磨削余量的確定 ? ? 合理確定磨削余量,對提高生產效率和保證加工質量有重要意義,一般來說,工件形狀復雜,技術要求高,工藝流程長而復雜,經熱處理變形加大的工件,磨削余量應多些。 確定磨削余量的原則是
梯形螺母加工如何選擇刀具 選用整體式梯形螺母內螺紋車刀,車刀的幾何形狀及主要角度,由于刀焊比較細長,所以先用直槽刀車槽深至內螺紋大經尺寸:例如:T45*8,車內螺紋大經尺寸φ45。5mm,然后在用內螺紋車刀精車齒面
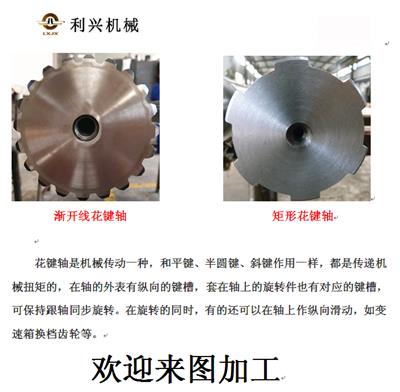
矩形花鍵的圖樣標注及標注方式 矩形花鍵的標注代號按順序包括以下項目:鍵數 N、小徑 d、大徑 D、鍵(鍵 槽)寬 B,其各自的公差帶代號或配合代號標注于基本尺寸之后。 例 某矩形花鍵,鍵數 N=8,小徑 d=40mm,配合為 H6/f6;大徑 D=54mm, — 100 — 鍵、花鍵的互換性 配合為 H10/a11;鍵(鍵槽)寬 B=9mm,配合為 H9/d8。其標注如下: 花鍵規格: N×d×D
梯形螺紋絲杠一般比三角形絲杠螺紋的螺紋牙大,所以切削量也多,和三角形絲杠螺紋的進給方法不同。根據梯形絲杠螺紋的基本牙型,用牙底寬的矩形絲杠螺紋的車刀開始加工牙寬的矩表螺紋。 與一般的矩形絲杠螺紋相比牙底的寬度大得多,所以必須取好后角。 其次,用與梯形絲杠螺紋的基本牙型相符的車刀精加工兩側的牙側。為了加工牙側,梯形絲杠螺紋的牙會增大,一個車刀加工兩邊時受力太大,所以要一面一面地加工。 梯形絲杠螺紋
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
電 話: 0537-3765587
手 機: 15264783836
微 信: 15264783836
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
手 機: 15264783836
電 話: 0537-3765587
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
- 相關企業
- 雙瑜精密機械(蘇州)有限公司
- 寶雞恒瑞興金屬材料有限公司
- 紹興星固機械配件有限公司
- 東莞市弘利鑫五金制品有限公司
- 昆山市安柏機械設備有限公司
- 佛山市溢信達機械有限公司
- 杭州臨安紅焱機械鏈條有限公司
- 句容市瑞特機械有限公司
- 博樂市邱氏車床加工廠
- 濰坊市坊子區寶龍機械加工廠
- 商家產品系列
- IC卡鎖
- 板彈簧
- 辦公鎖
- 斧子
- 掛鎖
- 壓縮彈簧
- 液壓扳手
- 液壓元件
- 異形彈簧
- 恒力彈簧
- 機械門鎖
- 機械五金
- 砂布
- 砂帶
- 砂紙
- 手動工具
- 指紋鎖
- 穩汀
- 渦卷彈簧
- 五金
- 五金管件
- 五金鎖具
- 箱包鎖
- 電動工具
- 吊裝帶
- 碟形彈簧
- 氣彈簧
- 氣動工具
- 汽車鎖
- 切削工具
- 產品推薦
- 資訊推薦

¥3000.00


¥650.00



¥680000.00

¥0.12



¥39.99

¥53.00

¥100.00