摩擦焊接技術的優勢
- 時間:2021-04-16作者:永康市國海自動化設備有限公司瀏覽:537
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
摩擦焊焊接工藝? 工藝特點1) 焊接施工時間短,生產效率高。例如發動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm的石油鉆桿與接頭的焊接,連續驅動摩擦焊僅需要十幾秒鐘。2)因焊接熱循環引起的焊接變形小,焊后尺寸精度高,不用焊后校形和消除應力。用摩擦焊生產的柴油發動機預燃燒室,全長誤差為±0.1mm;**焊機可保證焊后的長度公差為±0.2mm
今天介紹幾種先進的焊接工藝 ——1.激光焊接激光焊接:激光輻射加熱待加工表面,表面熱通過熱傳導向內擴散,通過控制激光脈沖的寬度、能量、峰值功率和重復頻率,熔化工件,形成特定的熔池。▲焊接件點焊固定▲連續激光焊接激光焊接可通過連續或脈沖激光束實現。激光焊接的原理可分為熱傳導焊接和激光深熔焊接。功率密度小于10~10 W/cm為熱傳導焊,焊接速度慢,功率密度大于10~10 W/cm當金屬表面受熱時,它
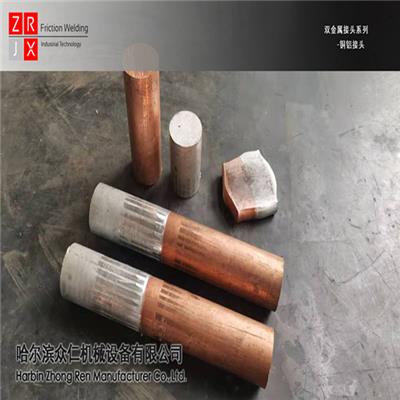
摩擦焊,是指利用工件接觸面摩擦產生的熱量為熱源,使工件在壓力作用下產生塑性變形而進行焊接的方法。在壓力作用下,是在恒定或遞增壓力以及扭矩的作用下,利用焊接接觸端面之間的相對運動在摩擦面及其附近區域產生摩擦熱和塑形變形熱,使及其附近區域溫度上升到接近但一般低于熔點的溫度區間,材料的變形抗力降低、塑性提高、界面的氧化膜破碎,在**鍛壓力的作用下,伴隨材料產生塑性變形及流動,通過界面的分子擴散和再結晶而實
摩擦焊的特點摩擦焊在國內外的發展為什么非常迅速,應用非常廣泛,這是由于它本身具有一系列的優點。這些優點包括如下幾個方面:1、接頭的焊接質量好、穩定。我國用低溫摩擦焊生產的鋁銅過渡接頭,其廢品率低于0.01%;鍋爐廠采用摩擦焊代替閃光焊生產省煤器蛇形管,焊接的廢品率由原來的10%降低到0.001%。西德用摩擦焊代替閃光焊生產汽車排氣門,焊接的廢品率由原來的1.4%下降到0.04~0.01%。從以上例
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業區金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 泰源壓縮機械(浙江)有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 上海羅臻機電設備有限公司
- 東莞市勝川電子設備有限公司
- 青島天智達塑膠集成有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦


¥280000.00
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00